")
")
Industrial Process Optimization with Taguchi Design of Experiments
Optimizing industrial processes is crucial to improving efficiency and product quality. Design of experiments (DOEs), particularly those developed by Genichi Taguchi, offer a robust method for achieving this objective by minimizing the number of trials required. This article explores how Taguchi designs of experiments can optimize a process using a minimum number of trials, while detailing the different types of factors and the underlying mathematical principles.
Types of Factors in Design of Experiments
- Non-controllable, non-measurable factors: These factors, such as unpredictable variations in the environment, can neither be controlled nor measured directly. They are often regarded as sources of noise in experiments.
- Non-controllable, measurable factors: Elements such as weather or material composition can be measured but not controlled. They need to be taken into account to understand their impact on the process.
- Controllable and measurable factors: These are variables that can be controlled and measured, such as temperature, pressure or rotation speed. It is these factors that are varied in trials to optimize the process.
Mathematical principles of Taguchi Tables
Taguchi experimental designs use orthogonal matrices to organize tests. These matrices enable several factors to be tested simultaneously, while minimizing the number of trials required.
For example, an L9 matrix can test 4 factors at 3 levels each in just 9 trials. If we were to “brutally” carry out all the possible combinations without the optimization provided by the Taguchi table, we would have 3 x 3 x 3 x 3 = 81 trials to carry out.
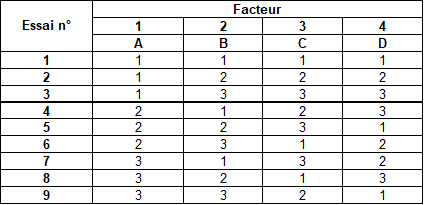

The Taguchi method, on the other hand, provides just as much information with only 9 well-chosen trials.
Calculations to determine the influence of each factor are based on analysis of variance (ANOVA). This method quantifies the effect of each factor and their interactions on the result to be optimized. The results are then used to identify optimal factor levels.
Illustration for an Industrial Application
Let's take the example of an electronics manufacturing company looking to optimize the soldering process. Factors studied could include soldering temperature, duration of heat application, solder alloy composition and solder alloy wire diameter.
- Data collection : Data must be collected rigorously to ensure quality. Each test must be repeated several times to obtain a reliable measure of the mean and variance of the results.
- Analysis of results: Using the Taguchi experimental designs, the company can determine which factors have the greatest impact on weld quality. For example, it might discover that welding temperature has a significant effect, while the duration of heat application is less critical.
- Optimization: By adjusting the levels of the factors identified as important, the company can improve the quality of its welds while reducing costs and production time.
The importance of repeatability
To obtain reliable results, it is essential to reproduce tests a number of times with the same parameters. This makes it possible to measure the mean and variance of the parameter to be optimized as a function of the levels of each factor. This repetition helps to ensure that the conclusions drawn from the tests are robust and applicable on a large scale.
Conclusion
Taguchi experimental designs offer an effective method for optimizing industrial processes using a minimum of testing. By understanding and controlling different types of factor, companies can improve the quality and efficiency of their processes.
Rigorous data collection and analysis are crucial to the success of this method. By applying these principles, companies can not only solve complex problems, but also gain a significant competitive edge.